La fabricación de acero también puede usar válvulas de cerámica
Autor—INGENIERO FUVÁLVULA
Desempolvado en acería
En la actualidad existen muchos tipos de procesos de eliminación de polvo., la forma del sistema de eliminación de polvo de fabricación de acero también es diversa, debido a la forma de diferentes, las instalaciones y la composición del sistema de eliminación de polvo no son las mismas, pero el flujo del proceso básico no cambia, incluida la parte de recogida de gases de combustión, parte de enfriamiento de gases de combustión, pieza de recuperación de calor residual, parte de purificación de gases de combustión, Parte de reciclaje y descarga de gas., parte de tratamiento de aguas residuales, y parte de recuperación de polvo.
Proceso de desempolvado
Hay tres métodos para separar el gas del polvo en los gases de combustión., es decir mojado, seco y semiseco.
Ley de desempolvado
Primero se utiliza agua o vapor de agua para absorber el polvo de los gases de combustión en el agua., para que la separación de polvo y gas, Y luego, mediante una variedad de métodos de deshidratación, se separará del polvo y el agua., el agua se puede reciclar, el polvo también se puede reciclar. Los equipos de proceso comúnmente utilizados incluyen ventiladores., torre de pulverización, torre depuradora, deshidratador, Eliminador de niebla de pantalla, etc..
Eliminación de polvo seco
La eliminación de polvo grueso consiste en utilizar vapor de agua para eliminar el polvo., pero después de quitar el polvo todo el vapor de agua se evapora, o el uso de la gravedad, eliminación de polvo por inercia, El polvo separado está en estado seco.; y la eliminación del polvo fino es el uso de filtración de bolsas, electrostáticas y otras formas de separar el polvo de los gases de combustión del gas, todo el sistema separa el polvo está seco.
Desempolvado semiseco
Es un tipo especial de equipo de eliminación de polvo., eliminación de polvo grueso con método seco, eliminación de polvo fino con método húmedo, el polvo separado tiene polvo seco y barro, También conocido como método seco y húmedo..
Actualmente, Hay muchos tipos de procesos de eliminación de polvo., La forma del sistema de eliminación de polvo en la acería también es diversa., debido a las diferentes formas, las instalaciones y la composición del sistema de eliminación de polvo no son las mismas, pero el flujo del proceso básico no cambia, incluida la parte de recogida de gases de combustión, parte de enfriamiento de gases de combustión, la parte de recuperación de calor residual, parte de purificación de gases de combustión, Parte de reciclaje y descarga de gas., parte de tratamiento de aguas residuales, y parte de recuperación de polvo.
Naturaleza de los gases de combustión
El gas formado por procesos metalúrgicos o de combustión contiene cierta cantidad de humedad y otros componentes., Comúnmente conocido como gas de combustión..
Las propiedades de los gases de combustión se pueden analizar en los siguientes aspectos.:
Grandes fluctuaciones de temperatura
La temperatura de los gases de combustión en el tubo de escape que ingresa al horno es generalmente de 800 ~ 1000 ℃, La temperatura de los gases de combustión que salen del conducto de humos enfriado por agua está diseñada para ser de 450 ~ 600 ℃., la temperatura de los gases de combustión que salen del enfriador de soplado forzado (o enfriador de aire natural) se controla para que sea 250 ~ 400 ℃, y la temperatura de salida debe controlarse para que sea de 200 ~ 280 ℃ cuando se utiliza el dispositivo de enfriamiento de emergencia de la torre de enfriamiento por evaporación.
Composición compleja
Debido al proceso de elaboración del acero en horno eléctrico y a las diferentes materias primas utilizadas., lo que resulta en cambios en la composición del hollín, además de los principales óxidos de hierro, hay algunos otros óxidos metálicos, partículas de carbono, etc.. En el filtro de bolsa, si estos polvos se encuentran con la condensación de gas húmedo, Puede provocar el bloqueo del medio filtrante., no es fácil limpiar el polvo, y la resistencia del equipo es mayor.
Partículas de polvo fino
Las partículas de polvo producidas por el proceso de fundición a alta temperatura están bien., y la mayor parte de su tamaño promedio de partículas es inferior a 10 μm, lo cual también es una razón importante para el aumento de la resistencia de algunos equipos después de un período de uso.
La concentración de polvo varía mucho
El contenido de polvo de los gases de combustión es uno de los parámetros importantes para la selección del colector de polvo tipo bolsa y la consideración del equipo de recolección y tratamiento de polvo.. En general, la concentración de polvo (estado estándar) del humo descargado fuera de la cubierta del horno es 1,30 ~ 1,50 g/m3, y la concentración de polvo en el humo descargado dentro del horno es de 15~20 g/m3, que está relacionado con la calidad de las materias primas, proceso de fundicion, y diseño del sistema de eliminación de polvo de la acería. Cuando la calidad de las materias primas es mala., La concentración de hollín producido por la fabricación de acero en hornos eléctricos es grande..
punto de rocío
Cuando la temperatura de los gases de combustión disminuye continuamente hasta un cierto valor., Parte del vapor de agua de los gases de combustión se condensará en gotas de agua., es decir., se produce el fenómeno del rocío, y la temperatura en el momento del rocío se convierte en el punto de rocío. El punto de rocío formado en los gases de combustión debido al gas ácido se llama punto de rocío ácido.. La generación de punto de rocío ácido no sólo crea problemas en el efecto de eliminación de polvo., pero también acelera la corrosión de equipos y materiales..
Método de escape de humo
La extracción de humos se puede dividir principalmente en dos formas de extracción de humos dentro y fuera del horno., generalmente llamado escape de humos primario y escape de humos secundario.
escape del horno
El escape del horno captura principalmente la fundición de los gases de combustión a alta temperatura descargados., comúnmente utilizado en el escape del horno: escape directo del horno, el nivel de escape del horno de tipo abierto y escape del horno de tipo abierto curvado y otras formas.
escape del horno
El gas de combustión primario durante la fusión es capturado por el dispositivo de escape del horno., pero no puede capturar los gases de combustión secundarios durante la carga, descarga de acero, y mezclando hierro fundido, etc. Los gases de combustión secundarios son repentinos y se descargan de forma desorganizada., por lo que sólo puede confiar en el dispositivo de escape fuera del horno para capturar, y los dispositivos de escape comúnmente utilizados fuera del horno incluyen el escape de la campana del techo y el escape de la campana hermética y otras formas..
Humo de escape de la estación de desfosforización del hierro.
El hierro fundido del alto horno de la estación de vertido de hierro fundido después de mezclar y lavar la desiliconización, en la estación de desfosforización de hierro fundido para soplado y escoriación de desfosforización de hierro fundido, soplado y escoria en la parte superior de la campana extractora fija respectivamente, La temperatura suele estar en el rango de 250 ~ 550 ℃.
Dispositivo de descarga de cenizas
El gas purificado por el sistema de eliminación de polvo se descarga por la chimenea., mientras que el polvo recogido por el equipo de eliminación de polvo se almacena y transporta mediante el dispositivo de transporte y descarga de cenizas., que generalmente se divide en transporte mecánico y transporte neumático.. El dispositivo de transporte y descarga de polvo consiste principalmente en: dispositivo transportador de polvo, Dispositivo de descarga de polvo y depósito de almacenamiento de polvo y otros equipos..
Transporte neumático
El transporte neumático es un tipo de dispositivo de transporte para transportar polvo con el gas que fluye por la tubería como portador.. El dispositivo de transporte neumático de polvo de uso común tiene dos tipos: tipo de inhalación de baja presión y tipo de envío de presión de baja presión..
Transporte neumático tipo inhalación de baja presión.
El ventilador de alta presión está dispuesto detrás del separador del sistema de transporte., El diseño requiere que el sistema esté hermético y sin fugas de aire., y al mismo tiempo requiere que la humedad del gas de polvo que se va a transportar no sea demasiado grande para garantizar que el sistema no se bloquee..
Transporte neumático de baja presión
El sistema de transporte funciona bajo presión positiva., Para evitar fugas en las tuberías causadas por la contaminación secundaria de polvo., Los mismos requisitos del sistema son herméticos sin fugas de aire., y requiere suficiente origen y presión de suministro de gas..
Equipos de transporte neumático y accesorios principales.
Consta de dispositivo de alimentación., dispositivo transportador, separador, Clase de equipos de bombeo y suministro y válvula de descarga de cenizas..
Dispositivo de alimentación
El dispositivo de alimentación está colocado debajo de la tolva de polvo del equipo de eliminación de polvo y del extremo frontal de la tubería de transporte., y el polvo a transportar se alimenta de forma continua y uniforme a la tubería de transporte.
tubo de transporte
La tubería de transporte incluye tubería recta y tubería curva., según la naturaleza del polvo para el diseño del sistema y la selección de materiales de tubería. La tubería curva es la tubería más desgastable y que acumula más polvo en los dispositivos de transporte neumático..
Separador
El propósito del separador en el sistema de transporte es separar el gas y el polvo., que también pertenece a la categoría de colector de polvo.
Equipos de bombeo y suministro.
La potencia de transporte del sistema de transporte neumático proviene del equipo de bombeo y suministro., El tipo de inhalación de baja presión y el tipo de alimentación de baja presión generalmente adoptan una máquina centrífuga de alta presión o un soplador Roots..
Válvula de descarga de cenizas
Para sistema de inhalación, Para garantizar la estanqueidad del puerto de descarga., La válvula de descarga de cenizas está instalada en el separador.;
Para el sistema alimentado por presión, Para que el polvo de descarga del separador no sea generado por el polvo secundario., en el puerto de descarga fuera del conjunto de válvula de descarga de cenizas.
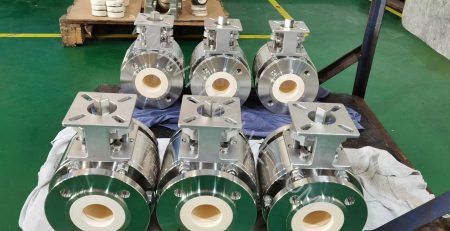
Aplicación de válvula cerámica.
El sistema del sistema transportador de cenizas en la válvula transportadora de cenizas debido a la acción frecuente., a menudo bajo presión para abrir y cerrar, para resistir la rápida limpieza del polvo, las condiciones de trabajo son excepcionalmente duras, la posición de la válvula se utilizará a menudo para cerrar en su lugar, cerrado no apretado, la placa de la válvula la válvula la válvula se desgasta rápidamente, el uso de vida corta y otros problemas.
Para tales condiciones de trabajo de eliminación de polvo y transporte de cenizas., las ventajas de las válvulas cerámicas son:
Sello hermético y confiable, en caso de un ligero desgaste en la superficie de sellado aún se puede cerrar herméticamente, para evitar un mayor agravamiento del desgaste;
La acumulación de polvo en el cuerpo de la válvula tiene poco efecto sobre el sellado de la válvula.;
El material de sellado es suficientemente duro y resistente al desgaste.;
La capacidad de flujo de la válvula es buena., y la eficiencia de la transferencia de cenizas debe ser alta.
Imagen
Desulfuración sinterizada
en china, desulfuración de gases de combustión (DGF) En la industria del hierro y el acero se ha convertido en el foco del control de emisiones de SO2 después de la desulfuración de los gases de combustión de las unidades generadoras de energía térmica..
Según si se agrega agua al proceso de desulfuración y la forma seca y húmeda del producto de desulfuración, Se puede dividir en tres categorías de procesos de desulfuración.: húmedo, semiseco y seco, y los principales procesos que se han aplicado son el método caliza-yeso, método de amoníaco-sulfato de amonio, método de lecho fluidizado circulante, método de secado por aspersión rotatorio, método de óxido de magnesio, método de doble álcali y más de diez tipos.
Desulfuración de gases de combustión sinterizados
Los gases de combustión de sinterización son los gases de escape polvorientos que se producen durante el proceso de sinterización a alta temperatura después de que se enciende la mezcla..
La concentración de SO2 en los gases de combustión producidos durante la producción de la máquina de sinterización varía mucho, y la concentración de SO2 en los gases de combustión de cabeza y cola es baja y alta en el medio. Los óxidos de hierro en el material sinterizado actuarán como catalizador para catalizar la oxidación de parte del SO2 a SO3..
Parte del azufre orgánico en el polvo de mineral se transfiere a la fase gaseosa como azufre monómero y se oxida., debido a la existencia de falta de homogeneidad de temperatura en el proceso de sinterización, Los gases de escape también contienen H2S y CaS..
Además, Los cloruros de la mezcla también generarán cloruros volátiles en los gases de combustión durante el proceso de sinterización.. Las características de los gases de combustión sinterizados determinan las características y dificultades de la desulfuración de los gases de combustión sinterizados., y no es posible copiar directamente la tecnología de desulfuración de la central eléctrica.
Proceso de desulfuración
Producción de hierro y acero Las emisiones de SO2 provienen principalmente de la sinterización, coquización y producción de energía:
El azufre del mineral en bruto y del carbón combustible del proceso de sinterización se oxida a SO2., que existe en los gases de combustión de sinterización;
El azufre en el carbón coquizable en el proceso de coquización genera H2S, que existe en el gas del horno de coque, que genera SO2 después de la combustión;
El azufre en la producción de energía, combustible que se quema de carbón, genera directamente SO2..
El SO2 emitido durante el proceso de sinterización representa más del 60% del total de emisiones procedentes de la producción de hierro y acero, y es la principal fuente de emisiones de SO2 en el proceso de producción de hierro y acero.
Imagen
Método de piedra caliza y yeso
Es la tecnología de desulfuración húmeda más utilizada y madura..
El método de piedra caliza-yeso es un método que utiliza una lechada de cal o piedra caliza en la torre depuradora para absorber el SO2 en los gases de combustión y producir yeso como subproducto.. Dado que la suspensión absorbente se recicla, la tasa de utilización del absorbente de desulfuración es alta.
Este sistema de desulfuración incluye principalmente: sistema de preparación absorbente, sistema de gases de combustión, sistema de absorción de dióxido de azufre, sistema de deshidratación y almacenamiento de yeso.
El principio del proceso es absorber el S02 de los gases de combustión con cal o lechada de piedra caliza., que se divide en dos etapas: absorción y oxidación. La primera absorción genera CaS03., y luego CaS03 se oxida a CaS04, es decir. yeso.
Su tecnología está madura.; el sistema es estable y confiable; es una reaccion gas-liquido, con rápida velocidad de reacción; alta eficiencia de desulfuración; bajo precio del agente desulfurante; y amplia adaptabilidad.
Método de amoníaco-sulfato de amonio (Método de amoníaco)
La tecnología de desulfuración de amoníaco es un proceso que utiliza amoníaco. (NH3) como absorbente para eliminar el S02 de los gases de combustión. Por el alto precio del amoníaco, El método del amoníaco es necesariamente un método de recuperación..
El sistema de desulfuración de amoníaco incluye principalmente: sistema de preparación y almacenamiento de amoníaco, sistema de gases de combustión, sistema de absorción de dióxido de azufre, Sistema de separación, almacenamiento y transporte de azufre y amonio..
Su principio de funcionamiento es que el líquido absorbente ingresa al intercambiador de calor para enfriarlo., y luego a través de la bomba de circulación desde la sección de absorción de la torre hasta la torre de desulfuración, Los gases de combustión ingresan a la torre de desulfuración desde la parte inferior., y la reacción del amoníaco líquido con el líquido absorbente rociado, y luego a través del desempañador para eliminar la niebla en la chimenea después del escape.. El líquido absorbente se recicla hasta una determinada concentración., y después de la oxidación forzada, El sulfato de amonio se produce como subproducto de la desulfuración..
Tiene las ventajas de una alta eficiencia de desulfuración y buenas perspectivas de utilización de subproductos..
Método de lecho fluidizado circulante (CFB-FGD)
Desulfuración de gases de combustión en lecho fluidizado circulante (CFB-FGD) generalmente adopta cal seca en polvo (cao) o lima en polvo (California(OH)2) como el absorbente, y se añade cal en polvo a los gases de combustión en una cierta proporción, para que el polvo de cal esté en estado fluidizado en los gases de combustión, y reacciona con SO2 para formar sulfito de calcio..
Un sistema CFB-FGD típico para la desulfuración de gases de combustión sinterizados consta de un sistema de suministro de absorbente, torre de desulfuración, recirculación de materiales, sistema de agua de proceso, Colector de polvo posterior a la desulfuración y sistema de control de instrumentación..
Método de secado por aspersión (ASD)
La tecnología de desulfuración de gases de combustión mediante secado por aspersión consiste en gas de combustión sinterizado después de espolvorearlo previamente en la torre de desulfuración., los gases de combustión y las gotas de lechada de cal atomizada en la torre de desulfuración entren en contacto total con la reacción, el producto de reacción se seca, En la torre de desulfuración se completa principalmente la reacción química., para lograr el propósito de absorber SO2.
Al absorber SO2 y secar el gas de combustión que contiene polvo en el filtro de bolsa de progreso de la torre de desulfuración para la separación de gas y sólido, Para lograr la recolección de cenizas de desulfuración y la exportación de concentración de polvo para cumplir con los estándares de emisión.. Se agrega carbón activado al conducto de entrada del colector de polvo para eliminar aún más otras sustancias nocivas., y los gases de combustión tratados por el colector de polvo se descargan a la atmósfera por la chimenea.
El sistema SDA también puede utilizar parte de los productos de desulfuración para reciclar la suspensión y mejorar la tasa de utilización del desulfurizador..
Método del óxido de magnesio
El método de desulfuración del óxido de magnesio es el óxido de magnesio a través del sistema de preparación de lechada hecho de líquido sobresaturado de hidróxido de magnesio., en la torre de absorción de desulfuración y contacto total de gases de combustión de sinterización, y sinterización de gases de combustión en la reacción de SO2 para generar sulfito de magnesio, La suspensión de sulfito de magnesio descargada de la torre de absorción se puede deshidratar y reprocesar para producir ácido sulfúrico..
El sistema incluye principalmente 3 regiones: preparación y entrega de soluciones, refrigeración de gases de combustión, Desulfuración y tratamiento de agua líquida..
Método bialcalino
El proceso de desulfuración alcalina dual es el gas de combustión de la máquina de sinterización purificado por un colector de polvo., introducido en la torre de desulfuración por el ventilador de tiro inducido, Gases de combustión que contienen SO2 tangencialmente a la torre, y en espiral hacia arriba bajo el efecto guía de la placa ciclónica; gas de combustión en el ciclón y líquido de desulfuración convección a contracorriente contacto con el líquido de desulfuración en la placa del ciclón atomización del líquido de desulfuración en la placa del ciclón, la formación de una buena área de absorción atomizada, El gas de combustión y el agente de desulfuración alcalino en el líquido de desulfuración entran en contacto y reaccionan completamente en el área atomizada para completar el proceso de desulfuración y absorción..
Después de la desulfuración, los gases de combustión pasan a través de la placa de eliminación de nieblas dispuesta en la parte superior de la torre, Utilizando el efecto giratorio del propio gas de combustión y el efecto guía de la placa de eliminación de neblina ciclónica para producir una fuerte fuerza centrífuga., Las gotas de líquido en los gases de combustión se arrojan a la pared de la torre., para lograr una eliminación de niebla de alta eficiencia, la eficiencia de eliminación de niebla de hasta 99% o más, Y los gases de combustión desulfurados se descargan directamente en la chimenea superior de la torre..
Los álcalis absorbentes más utilizados son la carbonato de sodio. (Na2CO3), sosa cáustica (NaOH) etcétera. Su proceso de operación se divide en tres etapas.: absorción, regeneración y separación sólido-líquido.
El sistema consta principalmente de un sistema de absorción de SO2., sistema de preparación desulfurizador, sistema de tratamiento de subproductos de desulfuración, Sistema de suministro de agua para desulfuración y eliminación de polvo y sistema de control eléctrico..
No es un método
La tecnología NID utiliza cal. (cao) o cal apagada (California(OH)2) como agente desulfurante para absorber SO2 y otros gases ácidos en los gases de combustión.
Los gases de combustión a aproximadamente 130 °C se conducen desde el conducto de salida del ventilador extractor principal de sinterización al reactor., donde los cambios físicos y las reacciones químicas se completan rápidamente, y el SO2 en los gases de combustión reacciona con el agente desulfurante para formar CaSO3 y CaSO4..
Después de la reacción, Los gases de combustión transportan una gran cantidad de partículas sólidas secas al colector de polvo., y separado de los gases de combustión, a través del sistema de reciclaje de cenizas, complementar el agente desulfurante, humidificarlo y mezclarlo nuevamente, y enviándolo al reactor.
Este ciclo por muchas veces, Para lograr el propósito de una desulfuración eficiente y mejorar la tasa de utilización del absorbente.. Después de la desulfuración y eliminación del polvo., el gas de combustión limpio está por encima de 20 ℃ en la temperatura del punto de rocío del vapor de agua, sin calefacción, y se descarga a la chimenea a través del ventilador presurizado.
Válvula Cerámica acostumbrada a las aplicaciones.
Descarga de gases de combustión
Debido a la complejidad de los componentes corrosivos del medio de gases de combustión, se puede encontrar dentro de la superficie de sellado en contacto con los gases de combustión la corrosión es grave, Los gases de combustión polvorientos son fáciles de hacer que la válvula se incruste en polvo., El espesamiento de las incrustaciones de polvo impedirá el movimiento de la válvula., Para eliminar estas incrustaciones de polvo, la operación es extremadamente inconveniente., requiere mucho tiempo y es laborioso;
Si se produce condensación de vapor de agua en el gas., La corrosividad del gas resuelto aumentará considerablemente.. Especialmente en el papel del HCl., etc., Es más fácil inducir la corrosión intergranular del acero inoxidable austenítico., acelerar la falla por corrosión del sistema de tuberías. Tubería si se produce la unión del polvo del catalizador., unión la formación de la porosidad del bloque es grande, Será absorbido en la resolución de los componentes corrosivos del gas., dando como resultado la unión en la superficie de los componentes de la tubería medio corrosivo para mejorar la aceleración de la unión en la corrosión de la superficie del metal. Además, la coexistencia de SO2, SO3 y NH3 también aumentan el riesgo de que el polvo del catalizador se adhiera y promueva la corrosión del metal..
Los materiales comunes resistentes al desgaste son difíciles de satisfacer las necesidades de resistencia a la corrosión al mismo tiempo., Puedes considerar materiales cerámicos que puedan resistir el desgaste., Corrosión y oxidación a alta temperatura al mismo tiempo.. Puede evitar eficazmente el problema del sellado deficiente de la válvula debido a la corrosión y la abrasión., y extender en gran medida la vida útil de la válvula.
Cal / transporte de lodos de yeso
La abrasión de los purines se debe principalmente al impacto y daño de las partículas sólidas. (especialmente silicato) en la lechada sobre los materiales desgastados. Los medios de lodo para la desulfuración de gases de combustión se componen principalmente de piedra caliza. (CaCO3) partículas (que contiene una pequeña cantidad de SiO2) o yeso (CaSO4-2H2O) partículas y agua. A mayores caudales, Estas partículas pueden causar abrasión o erosión severa en la pared interna de la tubería..
Al mismo tiempo, la suspensión es débilmente ácida, y también mezclado con algunos iones cloruro, etc., Estas sustancias tendrán una reacción química con la pared de la tubería de metal y provocarán corrosión en la tubería de acero., hasta que se pudra, afectando la vida útil del dispositivo de desulfuración.
CL- más fácil que la adsorción de oxígeno en la superficie del metal, y el oxígeno se agotó, de modo que la pasivación del estado del metal se haya destruido parcialmente y la aparición de corrosión de los poros, Algunos materiales de acero inoxidable también son difíciles de evitar.. Corrosión en suspensión de tuberías metálicas en forma de: picaduras, corrosión por grietas, corrosión bajo tensión, corrosión por fatiga, corrosión galvánica, etc..
Además, el tubo de lodo para flujo de dos fases. El flujo de dos fases se caracteriza porque el caudal debe controlarse dentro del rango apropiado. El alto caudal es propenso al desgaste y aumenta en gran medida la resistencia de la tubería., mientras el caudal sea bajo se producirán depósitos, estrechamiento de la superficie de circulación de la tubería, hasta que se bloquee.